Cutting Process
加工技術
Disconnect Processing
切断加工
精密板金における金属切断には、様々な方法があります。
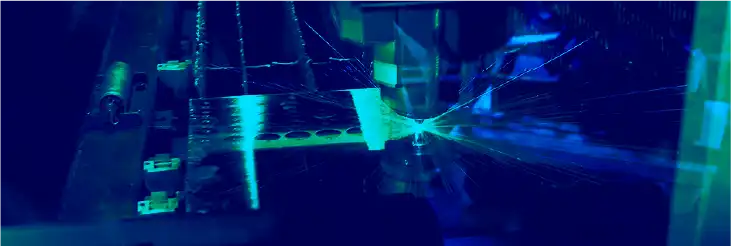
当社では主にファイバーレーザーでの切断を行うため、板金だけでなく角パイプなどの鋼材の切断も得意としています。切断加工は、板金加工の最初の工程で行われることが多く、品質の高い製品を作るために正しい寸法で切断をしなければいけません。一見、切断加工は簡単に思えますが、加工機械の習得や、経験を積むことで得られる職人技術を必要とする加工工程です。
ファイバーレーザー
精密板金における金属切断には、主にレーザー切断、打ち抜き加工(ターレットパンチプレス)、放電加工(ワイヤーカット)の技術があります。
平板パイプ兼用ファイバーレーザマシン
丸パイプ 19~220mm
角パイプ 19~150mm
アングル 19~90mm
チャンネル 19~150mm
最大加工長さ 6000mm(デッドゾーン218mm)
パイプ加工板厚 1~9mm
アングル・チャンネル加工板厚 1~12mm
Bending Processing
曲げ加工
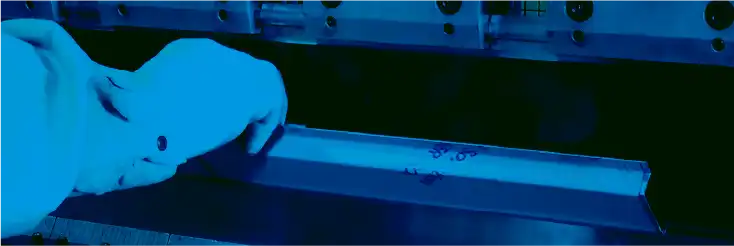
板金を立体化する「曲げ加工」は板金加工において、最も技術的ノウハウが発揮される加工です。
当社では、ベンディングマシンを使用し、V字型の金具に板金を押し当てるV曲げを得意としています。V曲げは自由度が高く、技術者の技量次第であらゆる曲げ加工を実現します。単純な曲げ加工は自動化が進む傾向がありますが、当社では、精密な曲げや複雑な曲げを可能とするV曲げ加工を基本とし、日々技術の研鑽に努めています。
曲げ加工
曲げ加工とはV型のダイの上に板材を乗せ、上からパンチで押して任意の角度に板材を変形させる加工です。
曲げ加工
曲げ加工長 3000mm
加圧能力 220t
Welding Processing
溶接加工
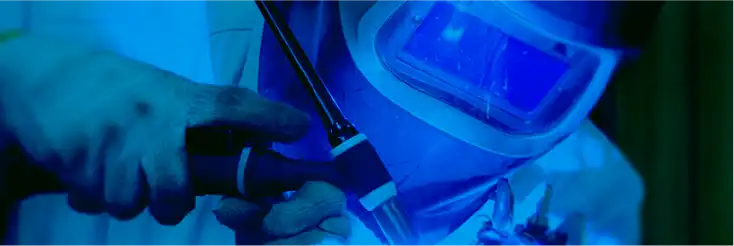
溶接とは、2つ以上の金属あるいは非金属材料を局部的に接合させることです。また、接合部に圧力を加えて接合する場合もあります。
MIG溶接、アーク溶接、TIG溶接、ファイバーレーザー溶接等、多様な溶接技術をも成果物に対して適切なアプローチが可能です。当社では、極薄板~厚板までの、鉄・アルミ・ステンレス・チタンの溶接を得意としています。
極薄板~厚板 鉄・アルミ・ステンレス等の溶接が得意
溶接とは、2つ以上の金属あるいは非金属材料を局部的に接合させることです。また、接合部に圧力を加えて接合する場合もあります。
TIG溶接(アルゴン溶接)
TIG溶接とは、電気を用いたアーク溶接方法の一種です。Tungsten Inert Gasの略でTIGといいます。タングステンー不活性ガス溶接の意味になります。電極棒に消耗しない材料のタングステンを使用して、溶接部分を酸素や窒素から不活性ガスのアルゴンガスやへリウムガスを吹き付けて溶接します。不活性ガスをシールドガスといいます。TIG溶接はティグ溶接といいます。タングステンレスは溶かさないで別に溶加材(ティグ溶接棒)を用いて溶接します。

MIG溶接(半自動溶接)
MIG溶接とは、溶接の中で良く使われる溶接方法です。不活性ガスを使った半自動溶接であり、仕上がりが良いなどのメリットがあります。

アーク溶接
アーク溶接では、電極(溶接棒またはワイヤ)にプラス、母材にマイナスの電圧をかけます。すると、母材から電極へのアークが発生します。アークの出力電流は約5A~1,000A、出力電圧は8~40V程度。アークの温度は約5,000°C~20,000°C。鉄の融解温度は約1,500°C。母材と電極は、高温になり溶け込んで接合されます。

